

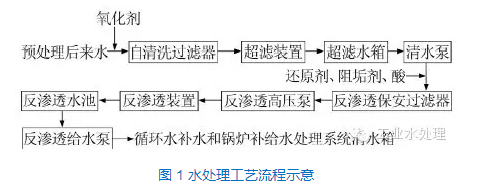
A power plant wastewater treatment recovery project is used to discharge of circulating water to wastewater and domestic sewage after mechanical accelerated clarifier and valveless filter for pretreatment and then by ultrafiltration and reverse osmosis treated as a supply of water, water treatment process such asFigure 1
1 Operation status
Water treatment system is equipped with four sets of reverse osmosis device, with the Dow BW30-365-FR anti pollution of the type of reverse osmosis membrane element, using a two-stage type, single set off water for 120 t / h, the recovery rate of 50% to 60%, 98% above the rate of desalination run total pressure difference of normal value of 0.42 MPa, the limit up to 0.60 MPa.
The wastewater pretreatment system has been running for 9 months since it was officially put into operation in September 15, 2012. Reverse osmosis unit in June ~2013 in September 2012 during the operation of the various indicators can reach the design value. But as the running time, one or two reverse osmosis pressure difference gradually increased. Taking 4# reverse osmosis device as an example, the total pressure difference of reverse osmosis was increased from 0.10 MPa to 0.51 MPa at the beginning of operation, and the pressure difference of the reverse osmosis membrane reached 0.33 MPa, and the two segment pressure difference of the reverse osmosis membrane reached 0.18 MPa. The running pressure of reverse osmosis is close to the limit value, and the reverse osmosis water yield is greatly reduced. These problems seriously affect the safe and effective operation of the reverse osmosis device.
2 Cause analysis of fouling of reverse osmosis membrane
Outage 4# reverse osmosis device for disassembling inspection. The results showed that a reverse osmosis membrane surface has obvious microbial growth signs and slimy substance attached, two-stage membrane surface has obvious white substance precipitation.
Will take the reverse osmosis scale sample is placed at a temperature of 80 DEG C oven drying in 72 h, weigh 0.088 G 0 placed horse muffle furnace in 600 DEG C burning 2 h, cooled out after weighing, the measured burning decrement was 91.8%. So it can be judged that the scale is mainly organic. Anti permeation membrane on the surface of the white scale sample placed in 80 DEG C oven drying in 72 h, 0.084 8g samples was weighed, add 10 ml of HCl (1 + 9), dissolved when a large number of bubbles generated, dissolved after the solution volume to 100 ml, measured calcium (calcium carbonate) was 38.8%, magnesium to magnesium carbonate was 60.0%, which can judge scale is mainly calcium and magnesium carbonate.
Through the above analysis can be learned,The main reason for the reverse osmosis fouling is the microbial contamination and chemical fouling of RO membrane.In reverse osmosis membrane microbial contamination may be due to two: raw water adding bactericidal agent dosage inadequacy, cause microbial breeding, the pollution of reverse osmosis membrane; the second is the reverse osmosis device into the water by adding reducing agent dosage, makes reverse osmosis into the water growth anaerobic bacteria, causing membrane fouling. The inspection confirmed that with the increase of temperature, the plant reverse osmosis device before pretreatment sterilization system agent adding dosage is insufficient, resulting in waste water organisms substantial growth in the reverse osmosis device and biofilm formation and membrane components of biological pollution caused by a rapid rise in differential pressure.In reverse osmosis membrane element chemical scaling phenomenon has two reasons: a reverse osmosis system recovery rate is too high, make the concentrated water dissolved salt precipitation and scaling; the second is scale inhibitor dosage is insufficient or selection of inappropriate, cause scaling. when the scale inhibitor to add the system failure, or acid pH adjustment system failure caused by water pH increased, the calcium carbonate scale may be deposited out.
3 Cleaning Countermeasures
3.1 Drug formulation for cleaning
(1)Acid cleaning solution. Using 0.2% HCl. The cleaning scheme is applied to high content of water calcium, magnesium and other metal ions, calcium and magnesium precipitation caused system desalting rate decreased significantly, pressure difference between the inlet and outlet shows a moderate increase, import and export differential pressure increases rapidly, water production in the short term decreases, resulting in RO concentrated water side of the non organic pollution.
(2)Alkaline cleaning solution. (a) 0.1%NaOH; (b) 0.1%NaOH 0.025% + twelve benzene sulfonic acid sodium salt; (c) NaOH 0.1% + 1% EDTA four sodium salt. The cleaning solution applicable in colloidal compounds (organic matter, iron and silicate) pollution caused by desalination rate is slightly lower, the import and export pressure increases rapidly and the water production declined slightly, and when conditions are conducive to the survival of organisms, the RO membrane assembly of bacteria and algae caused by biological pollution.
(3)Non oxidizing fungicide. 2,2- dibromo -3- nitrilotriacetic acrylamide (DBNPA) (mass concentration of 300~400 mg/L). Reverse osmosis system in the condition of high micro biological activities under the conditions of water running, in contact with a variety of microorganisms after 3 to 5 days will be a biological membrane. Therefore, in biological active period (summer), the conventional disinfection frequency to once every 3 to 5 days, in the biological activity of non exuberant period (winter), about every 7 days a, the best disinfection frequency should according to the actual situation of each system, there are three kinds of disinfection methods for selection: short dosing and continuous dosing and circulation cleaning.
3.2 Cleaning process
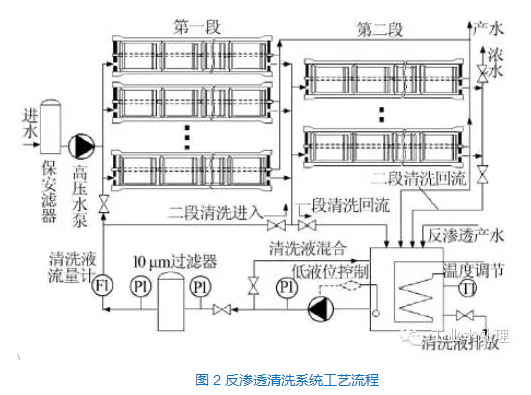
Reverse osmosis system cleaning steps: low pressure flush & rarr; first alkali wash (lye a, can be many times) & rarr; low pressure flush & rarr; removal (solution b) & rarr; low pressure flush & rarr set base; set of pickling & rarr; low pressure flush & rarr; non oxidizing bactericide set of cleaning & rarr; removal (lye C) & rarr; low pressure flush & rarr set base; operation. Process flow of reverse osmosis cleaning systemFigure 2
3.3 Cleaning note
(1)Every time before chemical cleaning confirmed that all pipeline connected firmly and correctly, so as to avoid chemical splash damage to equipment and personnel.
(2)Each cleaning agent must be water pressure test before preparation, in order to avoid splashing chemicals or to enter the next process.
(3)Chemical cleaning, including low flow cycle (Flushing) — soak — large flow cycle of three processes, the lack of any one process can not reach the best cleaning effect of the reverse osmosis membrane.
(4)According to the field situation for chemical cleaning, focusing on reverse osmosis for a period of low flow cycle (pressure MPa 0.25~0.3) and high flow cycle (pressure MPa 0.3~0.35), after the cycle of soak overnight, high flow cycle. It is needed to change the liquid medicine when cleaning the liquid to change color or smell.
(5)Chemical cleaning, to ensure that the reverse osmosis concentrated water outlet a slight pressure of 0.05 MPa.
(6)Every time the chemical cleaning is completed, the reverse osmosis water will be used to flush the reverse osmosis membrane so as not to enter the next level process equipment.
4 Evaluation of cleaning effect of reverse osmosis
4#The running condition of the reverse osmosis device before and after chemical cleaning is shown in Table 1.
Table 1 4#Control of operating parameters before and after cleaning of reverse osmosis unit
Time | Before cleaning | After cleaning | |
Water conductivity/(μS·cm-1) | 2141 | 2156 | |
Inlet pressure/MPa | 1.48 | 1.27 | |
Inter stage pressure/MPa | 1.15 | 1.03 | |
Concentrated water pressure/MPa | 0.97 | 0.9 | |
Differential pressure
| |||